


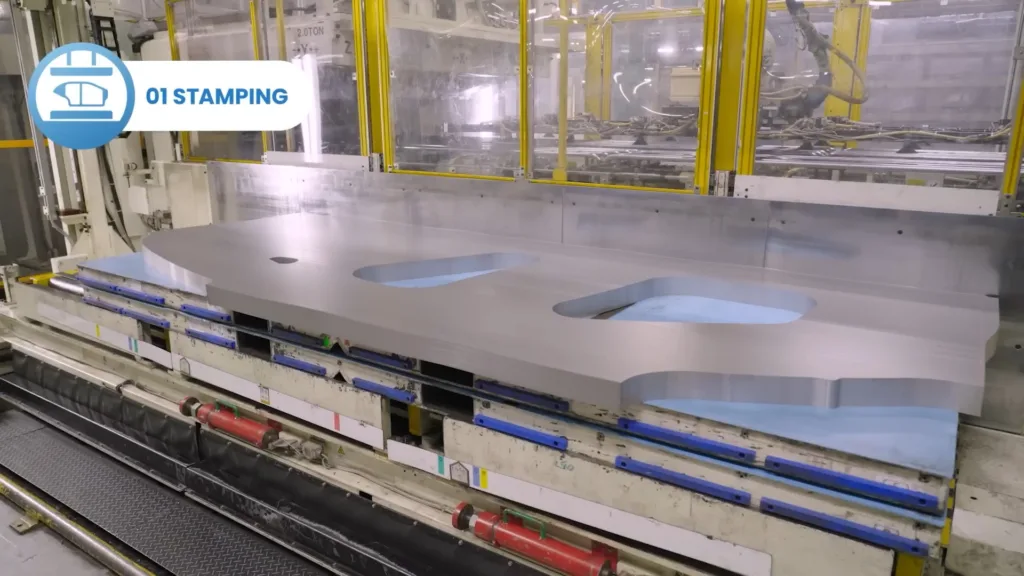
현재 토요타자동차는 글로벌 뉴스룸에 ‘버추얼 공장 견학’이란 섹션을 운영 중이다. 원료와 소재부터 첨단 기술을 녹여 넣은 자동차로 거듭나는 과정의 이해를 돕기 위해서다. 이번엔 첫 번째로, ‘스탬핑(Stamping)’을 소개한다. 철광석에서 차체 패널로 거듭나기까지 전 과정을 아우른다. 그 시작점은 지구상에 가장 풍부하기 존재하는 금속, 철이다.
Written by Ki-beom Kim, Editor-in-Chief (ceo@roadtest.kr)
사진 토요타자동차, 포스코
참고문헌 18권, 스틸보디 신접합 노하우(골든벨)
참고영상 https://youtu.be/v1MM1waMsCI
https://global.toyota/en/company/plant-tours/stamping
흔하고 저렴하며 가공성 좋은 철


자동차를 돌로 만든다고? 소재의 원점으로 거슬러 올라가보면 그렇다. 석탄으로 철광석 녹인 쇳물로 슬래브를 거쳐 강판을 만든 뒤 성형해 자동차 차체를 만드는 까닭이다. 원소기호 ‘Fe’, 원자번호 ‘26’인 철은 지구상에 가장 풍부하게 존재하는 금속이다. 금속 중에서는 알루미늄, 원소 중에서는 산소(O)와 규소(Si), 알루미늄(AI) 다음으로 많이 존재한다.
철은 지구 총중량 가운데 34.6%를 차지하는데, 상당량이 표층에 묻혀 있다. 지각의 5%를 차지한다. 물론 순수한 금속 상태가 아닌, 다른 원소와 결합한 철광석 형태로 존재한다. 적철석, 자철석, 갈철석, 황철석 등이 대표적이다. 인체도 평균적으로 4.5g을 지니고 있다. 철은 값이 비교적 저럼하고 가공성이 뛰어나며 전 세계 어디서나 구할 수 있다.


또한, 철은 다른 금속과 합금이 쉬워 건축물의 골재나 기계, 선박 등 산업전반과 생활용품에 널리 쓴다. 차체와 엔진, 전기 모터 등 자동차의 여러 부위를 이룬 소재 역시 철이다. 토요타자동차는 글로벌 뉴스룸에 ‘버추얼 공장 견학’이란 섹션을 운영 중이다. 원료와 소재부터 첨단 기술을 녹여 넣은 자동차로 거듭나는 과정의 이해를 돕기 위해서다.
이번엔 그 가운데 첫 번째 챕터인 ‘스탬핑(Stamping)’을 소개한다. 사전적 정의는 요철이 있는 상형과 하형 사이에 소재를 끼우고, 압력을 가해 소재의 평면에 요철을 만드는 가공법이다. ‘형단조’라고도 한다. 토요타에 따르면, 자동차 차체를 만들기 위해 최대 12종류 이상의 강판을 쓴다. 부위별로 다른 특성과 강성의 소재가 필요한 까닭이다.

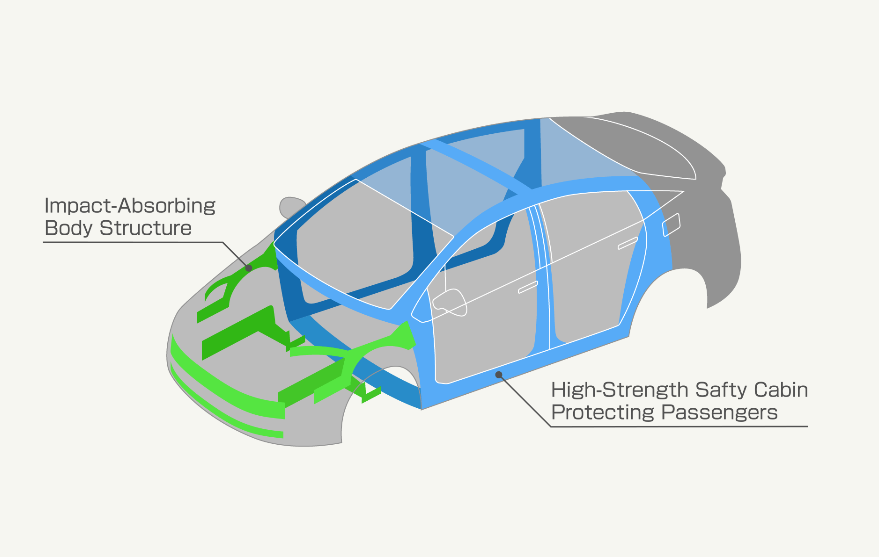
가령 승객실을 감쌀 필러(기둥) 등은 고장력 강판을 쓴다. 반면 차체 앞부분은 충돌 시 충격을 흡수해야하기 때문에 상대적으로 덜 단단한 강판이 필요하다. 다이어트가 주행거리 연장으로 이어지는 전기차는 인장강도 1㎬(기가파스칼) 이상이면서 가벼운 초고강도 강판을 쓴다. 전기 모터는 균일한 자기적 특성을 보이는 무방향성 전기강판으로 만든다.
철광석→쇳물→슬래브→강판→패널


철을 만드는 과정은 크게 ①제선(製銑), ②제강(製鋼), ③압연(製鋼)으로 나뉜다. 제선은 철광석을 녹여 쇳물을 만드는 공정이다. 원산지에서 가져온 철광석과 석탄을 100m 높이의 고로(용광로) 위에서부터 나선형으로 쌓는다. 이후 고로 밑에서 1,200℃의 뜨거운 바람을 불어넣으면 석탄이 타면서 나오는 열로 철광석을 녹여 1,500℃의 시뻘건 쇳물로 바꾼다.
이 쇳물이 바로 ‘선철(Ion)’이다. 탄소 성분 4% 이상으로, 단단하면서도 유연한 상태다. 그 다음은 제강 공정이다. 쇳물에서 불순물을 제거하고, 탄소 농도를 2% 이하로 낮추는 정련 과정이다. 이후 틀(주형)에 연속으로 흘려보내 응고(연속 주조)시키면 판 형태의 슬래브로 거듭난다. 모양에 따라 굵은 ‘블룸(bloom)’, 가늘고 긴 ‘빌렛(billet)’ 등으로 나뉜다.


마지막은 슬래브를 1,100℃ 이상 가열해 회전하는 롤 사이를 통과시켜 얇고 긴 철판으로 돌돌 말아내는 압연공정이다. 지난해 7월, 본지가 소속된 한국자동차기자협회 주관으로 전남 광양제철소를 찾았는데, 더없이 압도적인 경험이었다. 시뻘겋게 달군 ‘슬래브(slab)’가 롤러 위로 힘차게 뻗어 나오는 순간, 수십 미터 밖에서도 열기 때문에 얼굴이 화끈거렸다.
용암처럼 느릿느릿 지나갈 줄 알았는데, 시종일관 박진감 넘치게 빠르다. 엄청난 규모에 비해 작업자 수는 손가락으로 꼽을 만큼 적다. 대부분 공정을 자동화 한 덕분이다. 연속 주조로 만든 슬래브 두께는 240㎜인데, ‘핫 스트립 밀(Hot Strip Mill)’에서 열간 압연을 거치면서 두께 1.2~1.9㎜의 박판으로 거듭난다. 이후 두루마리 휴지처럼 돌돌 만다.

한 개의 강판 롤은 자동차 300대를 만들 수 있는 분량이다. 토요타는 “가장 긴 롤의 경우 펼쳐놓으면 2.5㎞에 달한다”고 설명한다. 실온에서 더 얇게 가공한 냉연제품은 가전제품과 드럼, 자동차 프레임 등에 쓴다. 아연을 입힌 도금제품은 고급 가전과 사무기기, 자동차 외장 등에 쓰고, 제강공정에서 규소를 첨가한 전기강판은 변압기와 모터 등에 사용한다.
스탬핑 통해 평면에서 입체로 거듭나
자동차 차체 외판은 두께 1㎜ 이하고, 가장 두꺼운 뼈대 부위도 4㎜를 넘지 않는다. 대신 강판을 성형해 요철을 만들고, 폐쇄 단면 구조를 요소에 배치해 원하는 강성과 강도를 확보한다. 강성은 타이어를 노면에 잘 접지시키고 반발력을 흡수해 보디가 뒤틀리지 않게 하는 힘이고, 강도는 충돌 때 계산대로 변형시키거나 억제해 승객을 보호하는 힘이다.
스탬핑의 시작은 펀칭이다. 강판을 차체 각 부위별 쓰임새에 맞게 오려내는 과정이다. 책 제본할 때 종이를 자르고 구멍 내듯 수직으로 왕복 운동하는 기계가 철판을 원하는 모양으로 찍어낸다. 이때 남는 부위는 버리지 않고 다시 재활용하거나 제철소로 보낸다. 이를테면 차체 옆면의 도어 자리를 위해 뚫으면서 생긴 철판은 트렁크 도어를 만들 때 쓰는 식이다.
2차원 평면 형태의 철판은 총 4단계의 스탬핑을 거쳐 차체를 이룰 3차원 입체 형상으로 거듭난다. 1단계에서 입체적인 모양으로 만들고, 2단계에서는 필요 없는 부위를 잘라낸다. 3단계는 부위별로 구부리고 볼트 박을 자리의 구멍을 뚫고, 4단계에서 더욱 정교하게 다듬는다. 각 단계는 3초 만에 마친다. 이때 수직으로 누르는 압력은 1,600톤에 달한다.


강판이 매끄럽고 아름다운 보디로 거듭나기 위해선 찍어 누를 틀이 정교해야 한다. 스탬핑 과정은 자동화했지만, 틀을 만드는 과정엔 사람이 손길이 필요하다. 여기서 토요타가 자랑하는 ‘타쿠미’가 활약한다. 스탬핑을 시험 가동한 뒤 패널을 숙련공이 빛을 비춰보고 손으로 쓰다듬어 1,000분의 1㎜(미크론) 단위의 정밀도로 변형이나 크랙이 없는 지 살핀다.

디자이너의 의도를 100% 구현하기 위해 창의력을 발휘하기도 한다. 렉서스 IS의 트렁크 도어가 대표적이다. 수직으로 찍는 스탬핑으로 날카로운 에지를 구현하려면 크랙이 생기기 쉽다. 따라서 스탬핑 할 때 사선 방향으로 강판을 눌러 예리한 라인 만드는 캠 공법을 도입했다. 신차 디자인 확정 직후 철판 성형 팀에서 100명 이상을 파견해 협의를 거친 결과다.